


¿Qué es un depurador químico y cómo se selecciona el sistema adecuado?
INICIO / NOTICIAS / Noticias de la industria / ¿Qué es un depurador químico y cómo se selecciona el sistema adecuado?

El control de la contaminación del aire se ha convertido en una obligación fundamental de ingeniería en las industrias de fabricación, procesamiento químico y gestión de residuos. un depurador químico es una de las tecnologías más confiables disponibles para capturar y neutralizar contaminantes peligrosos en el aire antes de que sean liberados a la atmósfera. Este artículo proporciona una descripción técnica de cómo funcionan estos sistemas, cómo se comparan con las alternativas y qué deben evaluar los equipos de adquisiciones antes de adquirir una unidad.
un depurador químico Elimina contaminantes de una corriente de gas poniendo esa corriente en contacto directo con un reactivo líquido. El contaminante se absorbe en la fase líquida, donde una reacción química lo convierte en un compuesto menos dañino o soluble en agua. El gas limpio sale a través de un eliminador de niebla y el reactivo gastado se recircula o se descarga a un sistema de tratamiento. Este proceso se basa en tres mecanismos simultáneos: transferencia de masa a través de la interfaz gas-líquido, neutralización química y captura de partículas mediante impactación y difusión.
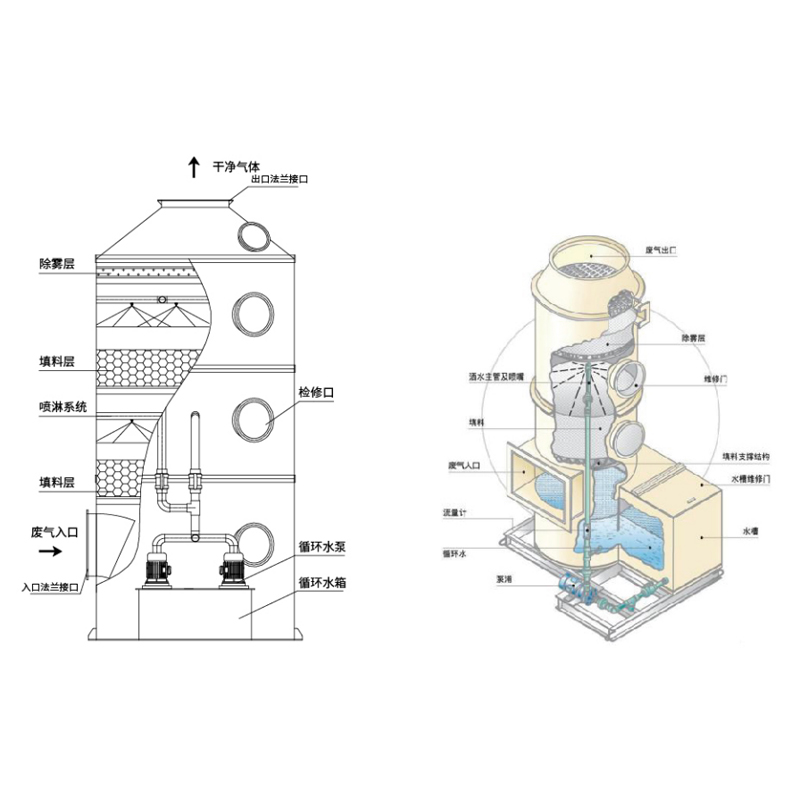
el Diseño y principio de funcionamiento del depurador químico húmedo. centrarse en maximizar el tiempo de contacto y el área de superficie entre el gas cargado de contaminantes y el líquido de lavado. El flujo a contracorriente, donde el gas se mueve hacia arriba y el líquido fluye hacia abajo, es la configuración más común porque garantiza que el gas más limpio entre en contacto con el reactivo más fresco. Los diseños de corriente paralela se utilizan cuando se debe minimizar la caída de presión. Los diseños de flujo cruzado se aplican cuando las limitaciones de espacio limitan la instalación vertical.
La química de los reactivos es la variable de diseño más crítica. Los gases ácidos como el cloruro de hidrógeno (HCl), el dióxido de azufre (SO2) y el fluoruro de hidrógeno (HF) requieren reactivos alcalinos, normalmente una solución de hidróxido de sodio (NaOH) en concentraciones del 5 al 15 % en peso. Los gases alcalinos como el amoníaco (NH3) se neutralizan con ácido sulfúrico diluido (H2SO4) a una concentración del 5 al 10%. unlgunas aplicaciones utilizan hipoclorito de sodio (NaOCl) o permanganato de potasio (KMnO4) como reactivos oxidantes para el control de olores y vapores orgánicos.
Eficiencia del depurador químico para la eliminación de gases ácidos varía según la solubilidad del contaminante, la concentración del reactivo, la relación líquido-gas (L/G) y la altura del empaque. Los depuradores de torre compacta bien diseñados logran constantemente una eficiencia de eliminación de entre el 95 y el 99,9 % para gases altamente solubles como HCl y NH3. Los gases menos solubles, como el SO2, requieren relaciones L/G más altas y zonas de contacto más largas para alcanzar niveles de rendimiento equivalentes.
el table below shows representative removal efficiencies for common pollutants under standard packed tower conditions:
| contaminante | reactivo | Eficiencia de eliminación típica | Solubilidad en agua (20°C) |
|---|---|---|---|
| Cloruro de hidrógeno (HCl) | NaOH (10%) | 99,5% – 99,9% | 720g/L |
| Dióxido de azufre (SO2) | NaOH (10%) | 95% – 99% | 113g/L |
| unmmonia (NH3) | H2SO4 (5%) | 98% - 99,5% | 900g/L |
| Fluoruro de hidrógeno (HF) | NaOH (10%) | 99% – 99,9% | Miscible |
| Sulfuro de Hidrógeno (H2S) | NaOCl/NaOH | 90% – 97% | 3,98 gramos/litro |
un depurador químico vs dry scrubber comparison comienza con la fase del reactivo. Los depuradores húmedos ponen en contacto la corriente de gas con una solución líquida, lo que permite la disolución y la reacción iónica. Los depuradores secos inyectan un reactivo sólido en polvo o granular, comúnmente cal (Ca(OH)2) o bicarbonato de sodio (NaHCO3), directamente en la corriente de gas. La reacción se produce en fase gaseosa o en medios filtrantes. Los sistemas secos producen un subproducto de desechos sólidos, mientras que los sistemas húmedos producen un efluente líquido que requiere tratamiento o neutralización de las aguas residuales antes de su descarga.
Cada tecnología se adapta a diferentes perfiles operativos. La siguiente tabla resume las diferencias clave relevantes para las decisiones de adquisiciones industriales:
| Parámetro | Depurador químico húmedo | Depurador seco |
|---|---|---|
| Eficiencia de eliminación | 95% – 99,9% | 85% – 97% |
| Corriente de residuos | Efluente líquido | Residuos sólidos (torta de filtración) |
| Consumo de agua | Alto | Ninguno o mínimo |
| Rango de temperatura de funcionamiento | Hasta 60°C (entrada) | Hasta 400°C (entrada) |
| Complejidad del mantenimiento | Medio (bomba, control de pH) | Bajo (reposición de reactivos) |
| Costo de capital | Medio a alto | Bajo a Medio |
el depurador químico system for industrial exhaust treatment se despliega en una amplia gama de sectores. Cada aplicación tiene distintos perfiles de contaminantes y umbrales regulatorios que rigen el diseño del sistema.
En los Estados Unidos, los sistemas de depuración deben cumplir con los estándares de desempeño establecidos en la Ley de Aire Limpio, incluidos los estándares de Tecnología de Control Máximo Alcanzable (MACT) para categorías de fuentes específicas. En la Unión Europea, la Directiva sobre emisiones industriales (IED 2010/75/UE) y los documentos de referencia sobre las mejores técnicas disponibles (BREF) asociados definen los requisitos mínimos de eliminación por sector. Los equipos de adquisiciones deben confirmar que el sistema seleccionado cumple con los valores límite de emisión (ELV) aplicables antes de la puesta en servicio.
Costo de operación y mantenimiento del depurador químico Esto se debe principalmente al consumo de reactivos, energía (bomba y ventilador) y eliminación de aguas residuales. Para una torre compacta de tamaño mediano que maneja 5000 m3/h de gases de escape cargados de HCl, el consumo anual de NaOH suele ser de 8000 a 15 000 kg, dependiendo de la concentración de entrada. Bombear energía a 7,5 kW de forma continua añade aproximadamente 65.700 kWh al año. El tratamiento de aguas residuales o la eliminación de neutralización añaden un costo variable según las regulaciones y los volúmenes locales. El gasto operativo anual total para esta escala suele oscilar entre 18.000 y 45.000 dólares, excluida la mano de obra.
un packed tower uses structured or random packing media to create a large gas-liquid contact surface area within a compact vessel. This produces higher mass transfer efficiency per unit volume. A spray scrubber uses nozzles to generate liquid droplets that contact the gas stream directly. Spray scrubbers are simpler and less prone to plugging from particulate-laden streams, but they achieve lower removal efficiency for soluble gases compared to packed towers at equivalent flow rates.
Sí, con limitaciones. Un depurador de una sola etapa puede manejar múltiples contaminantes si comparten un reactivo compatible. Por ejemplo, un depurador de NaOH puede absorber simultáneamente HCl, SO2 y HF. Sin embargo, cuando los contaminantes objetivo requieren reactivos químicamente incompatibles, como un gas ácido y un gas alcalino en la misma corriente, se requiere un depurador de dos etapas con circuitos de reactivos separados. La primera etapa neutraliza una clase de contaminante; el segundo se encarga del otro.
La vida útil de los medios de embalaje depende del entorno químico, la carga de partículas y el material de construcción. El empaque aleatorio de polipropileno (PP) utilizado en servicios ácidos o alcalinos generalmente dura de 5 a 10 años antes de que una contaminación, deformación o canalización significativa reduzca la eficiencia. La empaquetadura de PVC tiene una vida útil similar, pero no es adecuada para temperaturas superiores a 60 °C. El embalaje estructurado en un servicio de gas limpio puede durar entre 10 y 15 años. Se recomienda una inspección visual anual; El reemplazo se activa cuando la caída de presión aumenta más del 20% por encima del valor de diseño de referencia sin una causa identificable, como un bloqueo temporal.
Solicite una llamada hoy






 Purificador fotocatalítico 304")