



Equipos de adsorción de carbón activado. es un sistema industrial de purificación de aire y agua que utiliza la superficie excepcionalmente alta y la estructura de poros del carbón activado para eliminar contaminantes orgánicos, compuestos orgánicos volátiles (COV), gases olorosos y contaminantes disueltos de corrientes de gas o líquido a través de mecanismos de adsorción físicos y químicos. A medida que las regulaciones ambientales se endurecen a nivel mundial y los estándares de emisiones industriales se vuelven cada vez más estrictos, equipo de adsorción de carbón activado se ha convertido en una de las tecnologías de tratamiento al final del proceso más utilizadas en las industrias farmacéutica, química, electrónica, de impresión, de recubrimientos y de tratamiento de aguas residuales.
Esta guía de nivel de ingeniero cubre el panorama técnico y comercial completo de equipo de adsorción de carbón activado — desde los fundamentos de la adsorción y las configuraciones del sistema hasta los métodos de regeneración, los criterios de selección, el cumplimiento normativo y las consideraciones clave para los equipos de adquisiciones B2B que obtienen sistemas a escala industrial.
1. Cómo funciona el equipo de adsorción de carbón activado
1.1 Mecanismo de adsorción: adsorción física versus química
El principio de funcionamiento de equipo de adsorción de carbón activado Se basa en la tendencia de las moléculas en una fase fluida a acumularse en la superficie de un adsorbente sólido. Dos mecanismos distintos gobiernan este proceso:
- Adsorción física (fisisorción) : Impulsado por fuerzas intermoleculares de van der Waals entre la molécula de adsorbato y la superficie del carbono. No se forman enlaces químicos, lo que significa que el proceso es completamente reversible: la molécula adsorbida puede desorberse reduciendo la presión parcial o aumentando la temperatura. La fisisorción es el mecanismo dominante en la mayoría de las aplicaciones de eliminación de COV y gases orgánicos y es la base para la regenerabilidad de equipo de adsorción de carbón activado . La capacidad de adsorción es proporcional al peso molecular del adsorbato y al punto de ebullición: las moléculas de COV más pesadas y con un punto de ebullición más alto se adsorben con más fuerza que las especies más ligeras y con un punto de ebullición más bajo.
- Adsorción química (quimisorción) : Implica la formación de enlaces químicos entre el adsorbato y los grupos funcionales de la superficie del carbono. Este mecanismo produce una mayor capacidad de adsorción para compuestos objetivo específicos (por ejemplo, sulfuro de hidrógeno, vapor de mercurio, gases ácidos), pero generalmente es irreversible: las especies químicamente adsorbidas no pueden eliminarse mediante regeneración térmica, lo que hace que la respuesta requerida a la saturación sea el reemplazo de carbono en lugar de la regeneración. Los carbones activados impregnados (cargados con KI, KOH, H3PO4 o compuestos metálicos) aprovechan la quimisorción para la eliminación de contaminantes específicos.
-

1.2 Función de la estructura de los poros: microporo, mesoporo, macroporo
La extraordinaria capacidad de adsorción del carbón activado (superficies específicas de 500 a 2000 m²/g en comparación con 1 a 5 m²/g de los medios filtrantes convencionales) es una consecuencia directa de su red de poros internos altamente desarrollada. La clasificación IUPAC define tres categorías de tamaño de poro, cada una de las cuales cumple una función distinta en el proceso de adsorción:
| Tipo de poro | Rango de diámetro | Función en adsorción | Contaminantes objetivo |
|---|---|---|---|
| Microporos | <2 millas náuticas | Sitios de adsorción primaria: mayor capacidad y energía superficial | Pequeñas moléculas orgánicas, COV, disolventes (MW <300 g/mol) |
| mesoporos | 2–50 nm | Vías de transporte a microporos; adsorción de moléculas más grandes | Tintes, moléculas orgánicas más grandes, algunos pesticidas. |
| Macroporos | >50 nanómetro | Red de carreteras para el transporte rápido de adsorbato a las partículas de carbono | Sitios de adsorción no primarios: solo función de difusión |
Para equipo de adsorción de carbón activado for VOC removal , se especifican carbones con un alto volumen de microporos (>0,4 cm³/g) y un área de superficie BET superior a 1.000 m²/g para maximizar la capacidad de adsorción por unidad de masa de carbono. Para equipo de adsorción de carbón activado for wastewater treatment , el volumen del mesoporo se vuelve más importante para acomodar las moléculas orgánicas disueltas más grandes y las sustancias húmicas típicamente presentes en los efluentes industriales.
1.3 Curva de ruptura y punto de saturación
La curva de avance es la métrica de desempeño fundamental para cualquier equipo de adsorción de carbón activado sistema funcionando en modo de flujo continuo. A medida que el gas o líquido contaminado pasa a través del lecho de carbono, la adsorción se produce progresivamente: las capas de entrada de carbono se saturan primero y la zona de transferencia de masa (MTZ), la región de adsorción activa, migra hacia la salida del lecho con el tiempo. La penetración se define como el momento en que la concentración de contaminantes de salida alcanza una fracción definida de la concentración de entrada (normalmente entre un 5% y un 10% para los sistemas de COV, o el límite de emisión reglamentario, el que sea más estricto).
Los parámetros críticos de la curva de avance que determinan el diseño del sistema y las decisiones operativas incluyen:
- Tiempo de avance (t_b) : El tiempo desde el inicio de la operación hasta el avance: determina el intervalo de regeneración o reemplazo de carbono y gobierna directamente el costo operativo.
- Tiempo de saturación (t_s) : El tiempo hasta completar la saturación del lecho; la relación t_b/t_s define la nitidez del frente de avance. Los frentes pronunciados (proporción cercana a 1,0) indican una utilización eficiente del carbono; los frentes graduales indican dispersión axial, canalización o diseño deficiente del lecho.
- Eficiencia en la utilización del carbono : La fracción de la capacidad total de carbono realmente utilizada antes del avance (normalmente entre el 50% y el 80% en el caso de sistemas de lecho fijo bien diseñados). Una menor eficiencia indica lechos sobrediseñados o mala distribución del flujo.
1.4 Indicadores clave de rendimiento: capacidad de adsorción, profundidad del lecho, tiempo de contacto
ingeniería de sistemas de equipo de adsorción de carbón activado se centra en tres variables de diseño interdependientes:
- Capacidad de adsorción (q, mg/g o kg/kg) : La masa de contaminante adsorbido por unidad de masa de carbono en equilibrio, definida por la isoterma de adsorción (modelo de Langmuir o Freundlich) para el sistema específico adsorbato-carbono a temperatura de funcionamiento. Los datos isotérmicos publicados por los fabricantes de carbono proporcionan el punto de partida para los cálculos del tamaño de los lechos.
- Profundidad de la cama (L, m) : La profundidad mínima del lecho está determinada por la longitud de la zona de transferencia de masa; el lecho debe tener al menos 1,5 a 2,0 veces la longitud de MTZ para lograr la concentración de ruptura objetivo. Los lechos más profundos aumentan el tiempo de contacto, mejoran la concentración de salida y extienden el tiempo de penetración a costa de una mayor caída de presión.
- Tiempo de contacto con la cama vacía (EBCT, minutos) : La relación entre el volumen del lecho y el caudal volumétrico: el parámetro de tamaño más importante para equipo de adsorción de carbón activado . Los valores típicos de EBCT son de 0,1 a 0,5 segundos para sistemas de VOC en fase gaseosa y de 5 a 30 minutos para sistemas de tratamiento de aguas residuales en fase líquida. Una EBCT más larga mejora la eficiencia de eliminación pero aumenta el costo de capital (buque más grande) y el inventario de carbono.
2. Tipos de equipos de adsorción de carbón activado
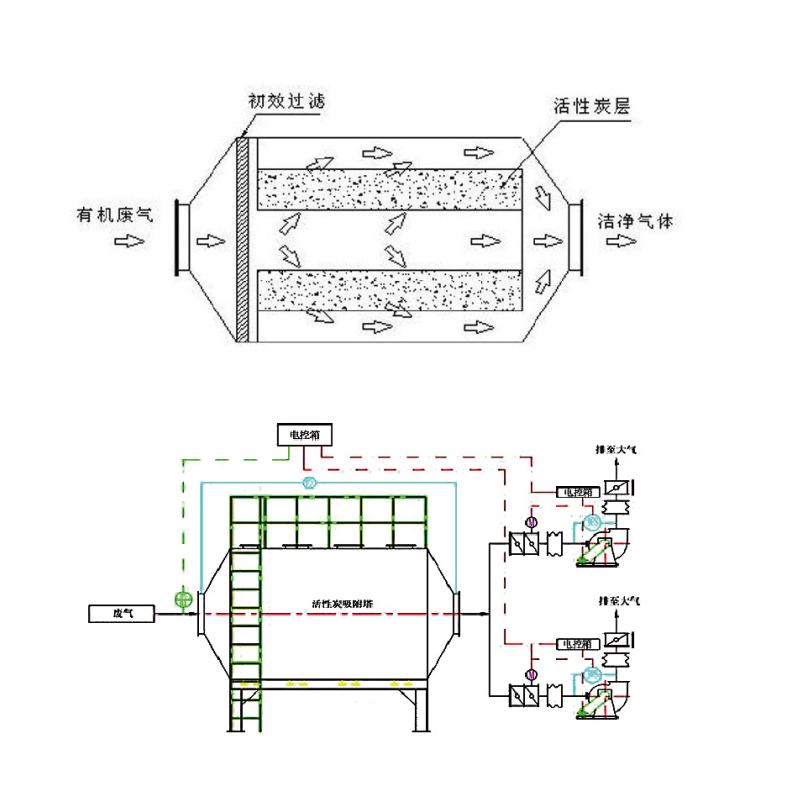
2.1 Torre de adsorción de carbón activado de lecho fijo
La torre de adsorción de lecho fijo es la configuración más utilizada de equipo de adsorción de carbón activado en aplicaciones industriales. El carbono se empaqueta como un lecho estacionario dentro de un recipiente a presión; El gas o líquido contaminado fluye a través del lecho en una dirección definida (normalmente flujo descendente para líquidos, flujo ascendente o descendente para gases) y el efluente limpio sale por el extremo opuesto. Los sistemas de cama fija funcionan en configuraciones de cama única o de varias camas (adelante-retraso):
- Sistemas de cama individual : Configuración más simple: costo de capital más bajo, pero requiere la parada del proceso para la regeneración o reemplazo de carbono. Adecuado para procesos por lotes o aplicaciones con requisitos de regeneración poco frecuentes.
- Sistemas de avance y retraso de doble lecho : Dos lechos funcionan en serie: el lecho de plomo absorbe la mayor parte de la carga contaminante, mientras que el lecho de refuerzo actúa como etapa de pulido y alerta temprana de avance del lecho de plomo. Cuando el lecho principal está saturado, se desconecta para su regeneración mientras que el lecho secundario se convierte en el nuevo líder y un lecho recién regenerado ingresa como el nuevo lecho secundario. Esta configuración permite un funcionamiento continuo sin interrupción del proceso: el diseño estándar para aplicaciones industriales de control continuo de emisiones.
- Múltiples camas paralelas : Tres o más lechos en rotación paralela: uno de adsorción, otro de regeneración y otro de enfriamiento/espera. Se utiliza para aplicaciones de alto flujo donde un solo lecho sería imprácticamente grande o donde se requiere un funcionamiento continuo con ciclos de regeneración superpuestos.
2.2 Sistemas de adsorción de lecho móvil y rueda giratoria
Para applications requiring continuous operation with low pressure drop and high volumetric flow rates — particularly large-volume, low-concentration VOC streams — moving-bed and rotating adsorption wheel systems offer advantages over fixed-bed configurations:
- Adsorbentes de lecho móvil : Los gránulos de carbono se mueven continuamente hacia abajo a través de la zona de adsorción por gravedad, mientras que el gas contaminado fluye hacia arriba en contracorriente. El carbón saturado se retira continuamente del fondo y se transfiere a una unidad de regeneración; El carbón regenerado regresa a la superficie. Esta configuración logra una eficiencia de utilización de carbono casi teórica y elimina la importante limitación de los sistemas de lecho fijo.
- Rueda de adsorción giratoria (rotor de panal) : Un rotor cilíndrico lleno de carbón activado con estructura de panal o zeolita gira lentamente (1 a 10 RPH) alternando sectores de adsorción y desorción. Este diseño es particularmente efectivo para corrientes de COV de gran volumen y baja concentración (concentración de entrada de 10 a 500 mg/m³), donde concentra la carga de COV en un factor de 10 a 30 veces antes de dirigir la corriente concentrada a un oxidador térmico aguas abajo, lo que reduce sustancialmente los costos operativos del oxidante.
2.3 Diseño de torre de adsorción de carbón activado industrial: parámetros clave
Ingeniería y Diseño de torre de adsorción de carbón activado industrial. requiere la especificación de los siguientes parámetros interdependientes para cumplir los objetivos de emisiones de manera confiable en toda la gama de condiciones operativas:
| Parámetro de diseño | Rango típico (fase gaseosa) | Rango típico (fase líquida) | Importancia de la ingeniería |
|---|---|---|---|
| Velocidad superficial (u) | 0,2–0,5 m/s | 5-15 m/h | Gobierna la caída de presión y el coeficiente de transferencia de masa. |
| Profundidad de la cama (L) | 0,3 a 1,5 metros | 1,0–3,0 metros | Debe exceder 1,5 × la longitud de MTZ para lograr la eficiencia objetivo |
| EBCT | 0,1–0,5 s | 5 a 30 minutos | Parámetro de tamaño primario para la eficiencia de eliminación. |
| Tamaño de partícula de carbono | Malla 4×8 (2,4–4,8 mm) | Malla 8×30 (0,6–2,4 mm) | Partículas más pequeñas: mejor cinética, mayor caída de presión |
| Caída de presión (ΔP) | 500–2000 Pa/m2 | 0,5–2,0 bar/m | Determina el consumo de energía del ventilador/bomba. |
| Rango de temperatura | 10–50°C (óptimo) | 5–40°C (óptimo) | Una temperatura más alta reduce la capacidad de adsorción |
| Humedad relativa (fase gaseosa) | Preferiblemente <70 % de humedad relativa | N/A | El vapor de agua compite con los VOC por los sitios de adsorción por encima del 70% de HR |
2.4 Sistemas modulares versus sistemas diseñados a medida
La decisión de adquisición entre unidades estándar modulares y unidades diseñadas a medida. equipo de adsorción de carbón activado está determinado por la complejidad y escala de la aplicación:
- Sistemas modulares : Unidades prediseñadas y ensambladas en fábrica disponibles en tamaños de inventario de carbono y caudal estándar. Plazo de entrega más corto (4 a 8 semanas frente a 12 a 24 semanas para los personalizados), menor costo de ingeniería y disponibilidad de piezas de repuesto más sencilla. Más adecuado para aplicaciones donde el caudal, la concentración y la eficiencia objetivo se encuentran dentro del rango de especificaciones de la unidad estándar.
- Sistemas diseñados a medida : Diseñado específicamente para las condiciones de proceso, las limitaciones del sitio y los requisitos reglamentarios del cliente. Requerido para caudales no estándar, corrientes de alta temperatura o alta humedad, mezclas de VOC de múltiples componentes que requieren una selección de carbono especializada o sistemas integrados que incorporan pretratamiento, regeneración y tratamiento posterior en una única solución de ingeniería. Los mayores costos iniciales de ingeniería y fabricación se compensan con un rendimiento optimizado, un menor costo operativo de por vida y un cumplimiento normativo garantizado.
-
3. Aplicaciones principales por industria
3.1 Equipo de adsorción de carbón activado para la eliminación de COV
Equipos de adsorción de carbón activado para la eliminación de COV es la aplicación principal que impulsa la demanda del mercado global de esta tecnología. Las emisiones industriales de COV (provenientes de solventes, operaciones de recubrimiento, síntesis farmacéutica, impresión, procesamiento de caucho y fabricación de productos químicos) están sujetas a límites regulatorios cada vez más estrictos según el GB 16297 de China, la Directiva sobre Emisiones Industriales (IED) de la UE y los Estándares Nacionales de Emisión de Contaminantes Atmosféricos Peligrosos (NESHAP) de la EPA de EE.UU.
Requisitos clave de desempeño para equipo de adsorción de carbón activado for VOC removal incluyen:
- Eficiencia de eliminación : Normalmente >95 % para el cumplimiento normativo en los sectores industriales clave de China (ES 37822-2019 requiere una concentración total de COV en la salida ≤60 mg/m³ para la mayoría de las industrias); Es posible que se requiera >98% para la eliminación de contaminantes atmosféricos peligrosos (HAP) en aplicaciones farmacéuticas y químicas.
- Rango de concentración de entrada : Los adsorbentes de carbón de lecho fijo están optimizados para concentraciones de VOC de entrada de 300 a 5000 mg/m³. Por debajo de 300 mg/m³, la utilización de carbono por ciclo de regeneración cae, lo que aumenta el costo operativo. Por encima de 5000 mg/m³, el riesgo de incendio y explosión debido a la liberación de calor por adsorción exotérmica requiere una gestión térmica cuidadosa y un diseño de bloqueo de seguridad.
- Integración de recuperación de solventes : Para disolventes de alto valor (MEK, tolueno, acetato de etilo, DMF), regenerados con vapor equipo de adsorción de carbón activado for VOC removal permite que el solvente desorbido se recupere mediante condensación y se reutilice, convirtiendo un costo de control de emisiones en un flujo de ingresos de recuperación de materia prima que puede compensar entre el 30% y el 70% de los costos operativos del sistema.
3.2 Equipos de adsorción de carbón activado para el tratamiento de aguas residuales
Equipos de adsorción de carbón activado para tratamiento de aguas residuales. aborda la eliminación de compuestos orgánicos disueltos, trazas de productos farmacéuticos, pesticidas, colorantes, complejos de metales pesados y compuestos de sabor y olor de efluentes industriales y agua potable que son resistentes a los procesos de tratamiento biológico. La principal ventaja de rendimiento del carbón activado sobre el tratamiento biológico para estas aplicaciones es su no selectividad: el carbón activado adsorbe prácticamente todos los compuestos orgánicos simultáneamente, independientemente de su biodegradabilidad.
Las aplicaciones de tratamiento de aguas residuales industriales incluyen:
- Pulido de efluentes farmacéuticos : Eliminación de ingredientes farmacéuticos activos (API), intermedios y disolventes residuales a concentraciones inferiores a los límites de detección antes de la descarga. Requerido por estándares cada vez más estrictos de descarga de aguas residuales farmacéuticas en China (GB 21904) y Europa.
- Aguas residuales de tintura y textiles : Decoloración de efluentes de tintes reactivos con reducción de DQO de 200–500 mg/L a <50 mg/L. El carbón activado es particularmente eficaz para los colorantes azoicos recalcitrantes que resisten la degradación biológica.
- Agua de enjuague para electrónica y semiconductores : Eliminación de trazas de disolventes orgánicos (IPA, acetona, NMP) de corrientes de agua de enjuague de alta pureza para permitir la reutilización del agua y reducir el volumen de descarga.
- Tratamiento avanzado de agua potable : Eliminación de precursores de subproductos de desinfección, compuestos de sabor y olor (geosmina, 2-MIB) y microcontaminantes como paso de pulido terciario después del tratamiento convencional.
3.3 Industrias farmacéutica, química y de impresión
Estos tres sectores representan colectivamente el segmento de mercado de mayor valor para equipo de adsorción de carbón activado debido a la combinación de flujos de solventes de alto valor (que justifican la inversión en recuperación de solventes), requisitos regulatorios estrictos (que impulsan especificaciones de alta eficiencia de eliminación) y mezclas complejas de COV de múltiples componentes (que requieren un diseño de sistema experto y selección de carbono):
- Fabricación farmacéutica : Las operaciones de síntesis, formulación y recubrimiento generan corrientes de escape cargadas de solventes que contienen etanol, IPA, acetona, cloruro de metileno y otros HAP. Diseño de torre de adsorción de carbón activado industrial. para aplicaciones farmacéuticas debe abordar la compatibilidad de la mezcla de solventes, la clasificación eléctrica a prueba de explosiones (ATEX Zona 1 o 2) y los requisitos de documentación GMP.
- Fabricación de productos químicos : Los respiraderos de proceso, los gases de escape del reactor y las pérdidas por respiración de los tanques de almacenamiento contienen una amplia gama de compuestos orgánicos. La selección de carbono debe tener en cuenta la adsorción competitiva entre los componentes de la mezcla y el potencial de aumento de la temperatura del calor de adsorción con corrientes concentradas.
- Impresión y embalaje : Las operaciones de impresión flexográfica, de huecograbado y offset generan grandes volúmenes de gases de escape cargados de disolventes (tolueno, acetato de etilo, isopropanol). La recuperación de disolventes mediante adsorción de carbón regenerado con vapor es económicamente atractiva en las cargas de disolvente típicas de las operaciones de impresión de alta velocidad.
3.4 Procesamiento de electrónica, energía fotovoltaica y caucho
La fabricación de productos electrónicos y fotovoltaicos genera gases de escape que contienen NMP (N-metil-2-pirrolidona), DMF (dimetilformamida) y otros disolventes de alto punto de ebullición procedentes de las operaciones de recubrimiento y laminación. Estos disolventes tienen una alta afinidad de adsorción por el carbón activado (alto punto de ebullición = fuerte adsorción) y un importante valor de recuperación económica, lo que hace que equipo de adsorción de carbón activado siendo la recuperación de solventes la tecnología preferida sobre la oxidación térmica para estas aplicaciones. Las operaciones de procesamiento y vulcanización del caucho emiten compuestos de azufre, hidrocarburos y gases cargados de partículas que requieren una filtración previa antes de la adsorción de carbono para evitar la contaminación prematura del lecho.
4. Regeneración de Equipos de Adsorción de Carbón Activado
4.1 Regeneración de vapor: requisitos de proceso y energía
La regeneración con vapor es el método más utilizado para regeneración de equipos de adsorción de carbón activado en aplicaciones de recuperación de disolventes. Se hace pasar vapor a baja presión (110–140°C, 0,05–0,3 MPa) a través del lecho de carbono saturado, proporcionando la energía térmica necesaria para desorber los COV adsorbidos (la desorción es endotérmica, lo contrario de la adsorción exotérmica). La mezcla de COV y vapor desorbida sale del lecho y se condensa en un intercambiador de calor; La separación de fases (decantación) separa el disolvente recuperado del agua condensada.
Parámetros clave de regeneración de vapor:
- Relación vapor-disolvente : Normalmente, de 2 a 5 kg de vapor por kg de disolvente desorbido, dependiendo de la afinidad de adsorción del disolvente y del objetivo de carga residual del lecho después de la regeneración.
- Carga residual después de la regeneración. : No todo el disolvente adsorbido se elimina en cada ciclo de regeneración; normalmente, entre el 10 y el 30 % de la carga previa a la regeneración permanece como "talón". Este talón se acumula durante ciclos sucesivos hasta que se alcanza el equilibrio, definiendo la capacidad de trabajo del carbono como la diferencia entre la carga de ruptura y la carga de equilibrio del talón.
- Secado de carbón después de la regeneración con vapor. : El lecho de carbón retiene una cantidad significativa de humedad después de la regeneración con vapor, lo que reduce la capacidad de adsorción disponible para ciclos posteriores. Es necesario secar con aire caliente (60–100 °C) o purgar con gas inerte antes de volver a poner la cama en servicio.
4.2 Regeneración Térmica/Gas Caliente
Para applications where steam introduction is undesirable — water-sensitive solvents, or systems where solvent-water separation is uneconomical — hot inert gas (nitrogen at 150–250°C) or hot air regeneration is used. Hot gas regeneration achieves lower residual heel than steam regeneration (since no water is introduced to compete for adsorption sites during cooling) but requires more complex gas recirculation infrastructure. This method is preferred for ketone solvents (MEK, MIBK) that form explosive peroxides on contact with water, and for high-boiling solvents where steam condensation temperatures are insufficient for complete desorption.
4.3 Métodos de desorción al vacío y purga de nitrógeno
La desorción al vacío reduce la presión parcial de las especies adsorbidas sobre el lecho de carbono, lo que impulsa la desorción a temperaturas más bajas que los métodos térmicos. La regeneración térmica y de vacío combinada (aplicación de vacío simultáneamente con calentamiento moderado a 80-120 °C) logra el talón residual más bajo de cualquier método de regeneración y está especificada para solventes de alto valor donde el rendimiento máximo de recuperación es económicamente crítico. La regeneración con purga de nitrógeno (que hace fluir nitrógeno calentado a través del lecho para eliminar los COV adsorbidos) se utiliza para compuestos térmicamente sensibles que se degradarían a las temperaturas de regeneración del vapor y para sistemas de pequeña escala donde no hay infraestructura de generación de vapor disponible.
4.4 Gestión del ciclo de regeneración y umbrales de reemplazo de carbono
Efectivo regeneración de equipos de adsorción de carbón activado requiere una gestión sistemática del ciclo para rastrear la degradación del rendimiento del carbono y determinar el momento óptimo de reemplazo:
| Método de regeneración | Duración típica del ciclo | Vida útil del carbono (ciclos) | Talón residual (% de capacidad fresca) | Mejor aplicación |
|---|---|---|---|---|
| Regeneración de vapor | 4 a 8 horas | 500–1000 ciclos | 10-30% | Recuperación de disolventes (alcohol, cetona, éster) |
| Regeneración de gas caliente (N₂) | 6 a 12 horas | 300–600 ciclos | 5-15% | Disolventes sensibles al agua, COV de alto punto de ebullición |
| Regeneración térmica al vacío | 8 a 16 horas | 200–400 ciclos | 2–8% | Disolventes de alto valor, máximo rendimiento de recuperación |
| Sin regeneración (reemplazo de carbono) | N/A | De un solo uso | N/A | Aplicaciones de quimisorción, sistemas de bajo volumen. |
El carbón debe reemplazarse cuando la capacidad de trabajo (medida por el tiempo de avance en condiciones estándar) haya disminuido a 50-60% de la capacidad inicial (generalmente después de 3 a 5 años para sistemas regenerados con vapor) o cuando la degradación física (desgaste de partículas, acumulación de cenizas o incrustaciones de alquitrán de COV polimerizables) haya aumentado la caída de presión del lecho más allá de la capacidad del ventilador del sistema.
5. Cómo seleccionar el sistema adecuado
5.1 Concentración de contaminantes y dimensionamiento del caudal
Dimensionamiento del sistema para equipo de adsorción de carbón activado comienza con una caracterización completa de la corriente de gas o líquido de entrada:
- Caudal volumétrico (Nm³/h o m³/h) : El caudal de diseño debe reflejar el flujo máximo del proceso, incluido el margen de seguridad (normalmente entre 110 y 120 % del máximo nominal). El área de la sección transversal del lecho de carbono se calcula a partir del caudal dividido por la velocidad superficial objetivo (0,2–0,5 m/s para la fase gaseosa).
- Concentración de contaminantes (mg/m³ o mg/L) : Deben caracterizarse tanto las concentraciones medias como las máximas. Los eventos de concentración máxima (durante el arranque del equipo, picos de proceso por lotes o alteraciones del proceso) pueden causar una ruptura prematura si el sistema está dimensionado solo para condiciones promedio.
- Composición contaminante : Para corrientes mixtas de COV, el componente con la afinidad de adsorción más baja (punto de ebullición más bajo, peso molecular más bajo) se abrirá paso primero y determinará la base de diseño del sistema. La adsorción competitiva entre componentes también significa que los compuestos más ligeros inicialmente adsorbidos pueden ser desplazados por compuestos más pesados adsorbidos posteriormente, un fenómeno que debe tenerse en cuenta en las predicciones del tiempo de avance.
- Temperatura y humedad : Una temperatura del gas de entrada superior a 40 °C reduce significativamente la capacidad de adsorción del carbón activado y puede requerir un preenfriador aguas arriba del equipo de adsorción de carbón activado . La humedad relativa superior al 70% introduce una adsorción competitiva de vapor de agua, lo que reduce la capacidad efectiva de COV entre un 20% y un 50%, según el tipo de COV.
5.2 Selección del tipo de carbón: granular, pellet o panal
| Forma de carbono | Tamaño de partícula | Caída de presión | Capacidad de adsorción | Aplicación típica |
|---|---|---|---|---|
| Carbón activado granular (GAC) | 0,6–4,8 mm | Medio-Alto | Alto (500–1200 mg/g para COV comunes) | Sistemas de lecho fijo en fase gaseosa y líquida. |
| Carbón activado peletizado (PAC) | Cilindros de 1,5 a 4,0 mm de diámetro | Medio | Alto (comparable a GAC) | Fase gaseosa: menor generación de polvo que el GAC |
| Carbón activado en polvo (PAC) | <0,075 milímetros | N/A (dosificación de lodo) | Muy alto (superficie más alta) | Fase líquida: dosificada como suspensión, no en lecho fijo |
| Carbón activado en forma de panal | Bloque monolítico, paredes celulares de 1,5 a 2,5 mm | Muy bajo | Menor por unidad de volumen que GAC | Concentradores de rueda giratoria, gran volumen y baja concentración de COV |
5.3 Integración con los procesos de tratamiento upstream y downstream
Equipos de adsorción de carbón activado. rara vez funciona como un sistema independiente en aplicaciones industriales. El diseño eficaz del sistema requiere una integración cuidadosa con los procesos de pretratamiento ascendentes y postratamiento descendentes:
- Pretratamiento aguas arriba : Las partículas (>1 µm) deben eliminarse antes del lecho de carbón para evitar incrustaciones y canalizaciones prematuras. Un filtro de bolsa o precipitador electrostático aguas arriba del adsorbedor es estándar para emisiones que contienen aerosoles, humo o polvo. Las corrientes de alta temperatura requieren enfriamiento (intercambiador de calor directo o indirecto) por debajo de 40°C. Las corrientes de alta humedad pueden requerir un condensador o un presecador desecante.
- Postratamiento posterior : En muchos contextos regulatorios, equipo de adsorción de carbón activado for VOC removal se combina con un oxidante térmico o catalítico aguas abajo: el adsorbedor concentra la corriente de VOC (reduciendo el tamaño del oxidante y el consumo de combustible), mientras que el oxidante proporciona la destrucción definitiva para cualquier avance que exceda los límites de emisión.
- Integración del sistema de recuperación de disolventes. : Para sistemas regenerados con vapor con recuperación de solventes, el sistema de condensación y separación de fases aguas abajo debe diseñarse para la mezcla de solventes específica, incluida la provisión para el manejo de azeótropos (por ejemplo, mezclas de etanol y agua que requieren destilación en lugar de una simple separación de fases).
5.4 Análisis de costos: CAPEX vs OPEX en todos los tipos de sistemas
| Tipo de sistema | CAPEX (relativo) | Controladores OPEX | Período de recuperación | Mejor caso económico |
|---|---|---|---|---|
| Reemplazo de carbón de lecho fijo (sin regeneración) | Bajo | Costo de compra y eliminación de carbono. | N/A (sin ingresos de recuperación) | Bajo concentration, infrequent use, small flow |
| Regeneración de vapor de lecho fijo con recuperación de disolventes | Medio-Alto | Costo de vapor, condensación, tratamiento de agua. | 1 a 4 años (compensado por el valor de recuperación del disolvente) | Alta concentración, disolventes de alto valor, funcionamiento continuo. |
| Oxidador concentrador de rueda giratoria | Alto | Combustible oxidante, electricidad, mantenimiento. | 3 a 6 años | Gran volumen, baja concentración, disolventes mixtos sin valor de recuperación |
| Cama móvil con regeneración continua. | muy alto | Transporte de carbono, energía de regeneración. | 4 a 8 años | Flujo muy grande, operación continua, alto requisito de utilización de carbono |
6. Estándares regulatorios y cumplimiento
6.1 Estándares GB de China para COV y emisiones de aguas residuales
El marco regulatorio de China para las emisiones industriales se ha endurecido significativamente desde 2015, creando el principal motor de cumplimiento para equipo de adsorción de carbón activado Inversión en los sectores industriales chinos:
- GB 37822-2019 (Estándar de control de emisiones no organizadas de compuestos orgánicos volátiles): establece límites de concentración total de salida de COV de ≤60 mg/m³ para fuentes industriales generales y límites más estrictos para sectores industriales específicos. Exige la recolección y el tratamiento organizados de fuentes de emisión de COV por encima de los umbrales definidos.
- Estándares de emisiones específicos de la industria : GB 31572 (resina sintética), GB 31571 (petroquímico), GB 16297 (contaminantes atmosféricos integrales), GB 14554 (contaminantes de olores): cada uno establece límites de especies de VOC específicos aplicables a sus respectivos sectores industriales.
- GB 8978-1996 y estándares de aguas residuales específicos de la industria : Regular las concentraciones de compuestos orgánicos disueltos en las descargas de aguas residuales industriales, impulsando la inversión en equipo de adsorción de carbón activado for wastewater treatment como un paso de pulido para cumplir con límites cada vez más estrictos de DQO, DBO y compuestos orgánicos específicos.






